|
ГЛАВНАЯ
> Вернуться к содержанию
Электроника и электротехника
Правильная ссылка на статью:
Семко И.А., Закалюжный А.А., Таукчи В.И.
Автоматический привод управления резальной машиной
// Электроника и электротехника.
2017. № 2.
С. 19-26.
DOI: 10.7256/2453-8884.2017.2.22569 URL: https://nbpublish.com/library_read_article.php?id=22569
Автоматический привод управления резальной машиной
Семко Игорь Александрович
кандидат технических наук
профессор, Донской государственный технический университет
344000, Россия, Ростовская область, г. Ростов-на-Дону, площадь Гагарина, 1
Semko Igor' Alexandrovich
PhD in Technical Science
Professor at Don State Technical University
344000, Russia, Rostov-on-Don, Gagarin's Square, 1

|
iasemko@cdodstu.ru
|
|
 |
Закалюжный Алексей Александрович
техник, Донской государственный технический университет
344000, Россия, Ростовская область, г. Ростов-на-Дону, площадь Гагарина, 1
Zakalyuzhnyy Alexey Alexandrovich
Engineer at Don State Technical University
344000, Russia, Rostov-on-Don, Gagarin's Square, 1
|
|
zakalizhnuy-95@yandex.ru
|
|
|
|
Таукчи Вероника Ивановна
техник
344000, Россия, Ростовская область, г. Ростов-на-Дону, площадь Гагарина, 1
Taukchi Veronika Ivanovna
Engineer at Don State Technical University
344000, Russia, Rostov-on-Don, Gagarin's Square, 1
|
|
veruncik.t@mail.ru
|
|
|
|
DOI: 10.7256/2453-8884.2017.2.22569
Дата направления статьи в редакцию:
04-04-2017
Дата публикации:
17-09-2017
Аннотация:
Несмотря на кажущуюся простоту процесса резки бумаги, машины, выполняющие эту функцию, являются очень ответственной и важной составляющей полиграфического комплекса. От точности предварительной подрезки бумаги в значительной степени зависит качество получаемой печатной продукции. Особенно это важно при печати цветных тиражей на одно- или двухкрасочных печатных машинах или при заключительной обработке продукции на машинах с автоматическим самонакладом. В этом случае каждому листу бумаги предстоит пройти через несколько разных машин или через одну печатную машину несколько раз. При этом каждый раз бумага должна автоматически выравниваться по двум смежным сторонам. Поэтому для обеспечения качественной печати очень важно, чтобы листы имели одинаковый размер, ровные углы в 90 градусов и хорошую поверхность кромок. В противном случае один и тот же лист может по-разному позиционироваться в механизме равнения. Целью работы является создание опытного образца устройства программного управления для резательной машины, используемой в полиграфическом производстве. В данной статье рассмотрена система, которая предназначена для автоматизации процесса обрезания материалов на резальных машинах и управления им по программе от персонального компьютера, описана структура привода резальной машины. Для достижения поставленной цели использовалось компьютерное моделирование и расчет необходимых процессов, затем был проведен математический анализ полученной модели, на основании которого была спроектирована система. Разработанная система впоследствии подверглась опытным испытаниям. В результате проделанной работы была разработана и реализована дискретная система управления приводом. Опытным путем было доказано, что возможно применение пропорционально-интегрально-дифференцирующего регулятора для обеспечения необходимых заданных требований процесса резания бумаги на разработанной системе и выставления необходимой точности при выставлении затла на указанный размер.
Ключевые слова:
автоматизация процесса, затл, резальные машины, программное управление, привод станка, асинхронный двигатель, регулятор, датчик, динамические свойства, компьютерное моделирование
Abstract: Despite apparent simplicity of the process of paper cutting, the machines, performing this function, are a very important component of printing industry. The quality of preliminary paper cutting significantly influences the quality of the final printed material. It is especially important when printing color materials on one- or two color printing presses or at final processing of materials on machines with automatic feeders. In this case, each sheet of paper is to get through several different machines or through one printing machine several times. And each time the sheet of paper should be automatically straightened within two adjoining sides. Therefore, to guarantee high quality printing, it is necessary to have sheets of the same size, even 90 degree angles and appropriate surface of edges. Otherwise, one and the same sheet can be straightened differently in the alignment mechanism. The purpose of the work is to create a prototype model of a program controlling device for cutting machines used in printing industry. The article considers the system used for cutting automating on cutting machines and controlling this process on s PC. The authors describe the structure of a driving unit of a cutting machine. To achieve the research purpose, the authors use computer simulation and calculation of the necessary processes, then perform mathematical analysis of the obtained model and design the system. The designed system is tested. In the result, the authors develop and realize a discreet drive control system. The authors experimentally prove that a proportionally-integrally-differentiating regulator can be used to guarantee the necessary preset requirements of paper cutting, based on the developed system, and to ensure accurate back gage setting.
Keywords: process automation, split back gage, cutting machines, software control, driving unit of a machine, asynchronous motor, controller, sensor, dynamic properties, computer simulation
Система обеспечивает необходимую точность при выставлении затла на указанный размер, управление воздушной подушкой и блокировку реза при накладе материала.
В ее состав входит:
1. Персональный компьютер (386 и выше);
2. Контроллер управления;
3. Датчик угла поворота ходового винта;
4. Калибровочный датчик.
Общее управление осуществляется с клавиатуры персонального компьютера с наглядным отображением всех режимов работы на мониторе посредством «окон» и меню, что обеспечивает удобный и легкий для освоения интерфейс пользователя. Большой перечень вводимых параметров позволяет устанавливать систему на резальные машины с разными характеристиками.
Для надежного функционирования системы необходимо соблюдать следующую последовательность действий при отключении системы:
· Выбрать в основном меню программы пункт «Конец работы»;
·В появившемся окне выбрать пункт, подтверждающий ваше намеренье: «закончить работу»;
·После выхода из программы отключить персональный компьютер;
·Выключить машину.
В режиме тестирования автоматически измеряются выбеги по всей длине ходового винта, которые в дальнейшем учитываются при установке затла на требуемый размер. Выход на задаваемые размеры осуществляется в ручном и автоматическом режиме ( по программе), при этом контролируется точность позиционирования, если она не укладывается в заданные величины, делается еще одна попытка, а в случае если и она не позволяет достигнуть необходимых значений, то на монитор выводится соответствующее сообщение с предупреждением.
Меню «тестирование» имеет следующие подпункты:
·«Калибровка» - предназначен для проведения калибровки системы после включения;
·«Параметры» - используется для просмотра и измерения выбегов при позиционировании затла с целью их последующего учета при выходе на задаваемые размеры;
·«Сигналы» - служит для просмотра состояния концевых выключателей и контакторов системы;
·«Клавиатура» - используется для проверки правильности функционирования клавиатуры компьютера;
·«Канал связи» - необходим для проверки последовательного канала связи между компьютером и управляющим контроллером;
·«Основное меню» - применяется для выхода в основное меню программы.[3]
Размеры, на которые выставляется затл (толкатель материала), записываются в виде программы (с указанием моментов включения и отключения воздушной подушки) и могут сохраняться на жестком диске компьютера с необходимыми комментариями. Процесс написания программы достаточно прост, а сама программа не содержит сокращенных названий и может содержать на каждой строке пояснения, что облегчает ее повторное использование другим рабочим – оператором. При работе программы на экран постоянно выводится текущее положение затла и требуемый размер, что облегчает контроль за работой машины. [2]
При возникновении неисправностей, на экран монитора предусмотрен вывод сообщений об их характере.
Все основные узлы системы имеют гальваническую развязку между собой. Компьютер подключается к контроллеру управления через порт RS – 232 и имеет оптронную развязку, обеспечивающую надежную и безопасную работу.[7]
Контроллер управляет штатными контакторами резальной машины с помощью геометрических реле, которые имеют достаточный запас по мощности и высокие механические и электрические характеристики износа.
Процессор контроллера защищен от наводок силовой схемы с помощью специального экрана. Использование микроконтроллеров для реализации управления электроприводом оказывается достаточно эффективным, удобным, компактным и надежным. Основой системы управления является регулятор. Важно отметить, что использование П, ПИ, ПИД регуляторов не всегда оказывается достаточно эффективным, в этом случае используется регуляторы на базе авторегрессионно-регрессионных моделей (АРРМ). Для вычисления численных значений коэффициентов регулятора удобно использовать методы идентификации, например основанные на методе наименьших квадратов. Выполнение идентификации позволяет оценить динамические свойства не только самого двигателя, но также нагрузки двигателя и цепей питания двигателя (например, инвертора). Идентификация может выполняться однажды (при выполнении настройки системы) либо периодически при смене двигателя и/или динамических параметров нагрузки (для более сложных систем).
Далее рассмотрим более подробно систему управления электромеханической системы привода. Вначале выполнялось исследование динамических характеристик системы, включающей в себя асинхронный двигатель ДМШМ909В2-ОМ5- l,lkW380V IM3001, редуктор и инвертор Hitachi SJ300-015HFF. Угол поворота фиксировался оптическим датчиком (4096 импульсов на один оборот вала). Эти данные использовались для моделирования работы системы в целом.[1]
В результате были сформулированы рекомендации по созданию микропроцессорной системы управления на базе микроконтроллера:
·предложен тип микроконтроллера, обеспечивающий выполнение всех необходимых вычислений;
·определен оптимальный способ представления данных в микроконтроллере, с точки зрение времени и точности вычислений;
·даны рекомендации по диагностике, тестированию и самотестированию системы при ее автономной работе;
·предложены и оптимизированы вычислительные алгоритмы для применения в данной системе управления;
·сформулированы предложения по оптимизации алгоритма управления;
·предложены алгоритмы управления на этапе синхронизации (при включении, сбоях и в нештатных режимах);
В качестве привода резальной машины используется асинхронный двигатель. Применение асинхронного частотного привода с системой дискретного управления вместо исполнительного привода постоянного тока существенно повышает надежность и точность работы системы и улучшает статические и динамические характеристики.[4] Привод двигателя снабжен датчиком угла поворота и инвертором Hitachi SJ300 – 015HFF. Для обеспечения требуемых динамических характеристик использовался дискретный регулятор, коэффициенты которого определяются в результате анализа динамических характеристик привода.[5,6]
Для анализа динамических свойств привода выполнено построение авторегрессионных - регрессионных моделей (APPM). В результате идентификации APPM методом наименьших квадратов выяснилось, что для описания динамических свойств системы требуется модель высокого порядка (порядок авторегрессии – 8, порядок регрессии – 5).
Математическая модель электромеханической системы изначально определялась в дискретном виде - в виде авторегрессионно-регрессионной (АРРМ) модели. Эксперименты показывают, что в достаточной степени точной для решения данной задачи (достаточной для удовлетворения техническим требованиям) оказывается модель вида:
φt = α1*φt-1 + α2*φt-2 + b0*Ut, (1)
где φt - угол поворота осей системы позиционирования(в единицах отсчета импульсного датчике – 4096 импульсов на оборот); Ut - управление; а1, а2, b0 - коэффициенты модели, определяемые МНК. Для вычисления этих коэффициентов использовалась расчетная формула вида:
β =( X’*X)-1 * (X’*Y) , (2)
где X и Y - матрицы исходных данных, полученных в результате проведения экспериментов, β - вектор оценок параметров электромеханической системы а1, а2, b0
β = ( a1 a2 b0)T (3)
При подготовке данных для МНК необходимо провести измерения угловой координаты с течением времени. Для идентификации необходимо фиксировать как входные координаты, так и выходные. Входные данные формируются исходя из реальных возможностей реализации эксперимента и позволяют выявить динамические свойства электромеханической системы. Для того, чтобы получить как можно более линейную систему, то в качестве входного воздействия необходимо использовать ступенчатое воздействие.
Полученные результаты используются для построения регулятора и моделирования его работы.[7]
В качестве функции регулятора использована авторегрессионно – регрессионная модель (APPM) с постоянными коэффициентами вида:
Ut = Ut-1 + B0*εt + B1*εt-1 + B2*εt-2 , (4)
где Ut и Ut-1 – текущее и предыдущее значения управления; εt , εt-1 ,B2εt-2 – ошибки регулирования в моменты времени t, t-1, t-2 соответственно; B0,B1,B2 – коэффициенты модели. Эти коэффициенты определяются в результате анализа динамических свойств объекта управления. Все величины определены только в дискретные моменты времени с шагом дискретизации Δt.
Управляющий сигнал подается на вход инвертора и определяет скорость вращения асинхронного двигателя. Рассматриваемая в данной работе электромеханическая система накладывает ограничения на величину управления( частота вращения двигателя варьируется от 0 до ωmax) и скорость его изменения ( от - ωmax до +ωmax). Формально ограничения можно представить в виде следующих соотношений:
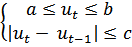 , (5) , (5)
где a,b,c – константы, определяющие параметры ограничения. Данные об ограничениях должны учитываться регулятором:
Ut = f* (Ut-1 + B0*εt + B1εt-1 + B2εt-2) (6)
Функция f реализует ограничение. В формуле величина Ut-1 является величиной, ограниченной на предыдущем шаге работы системы.
Функция APPM в рассматриваемом виде является разностным аналогом дискретного ПИД – регулятора:
Ut = Kp*εt + KI*Σεi + KD*(εt - εt-1) (7)
APPM выбрана для управления в связи с тем, что ограничения для дискретного ПИД регулятора реализуются хуже, что увеличивает время переходного процесса при начальной установке, когда ошибка регулирования принимает большие значения, а управление – ограниченным (система становится нелинейной). Непосредственное применение ПИД –регулятора увеличивает время выхода системы в рабочий режим синхронного вращения после старта, а также в случае возможных сбоев, снижая тем самым ТТХ комплекса в целом.
Для оптимальной работы регулятора необходим подбор коэффициентов B0,B1,B2. Коэффициенты APPM легко могут быть пересчитаны по известным коэффициентам ПИД – регулятора:
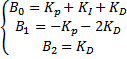 (8) (8)
Для определения коэффициентов ПИД – регулятора существуют готовые методики, по которым коэффициенты и были найдены. APPM использовалась для дискретного времени с периодом дискретизации 10 мс. Численные значения коэффициентов представлены в таблице 1.
Таблица 1 – Численные значения коэффициентов регулятора (Δt = 10-2 c)
|
Kp = 0.4
|
KI = 0.003
|
KD = 0.03
|
|
B0 = 0.433
|
B1 = -0.46
|
B2 = 0.03
|
|
a = 0
|
b = 255
|
C = 0.5
|
Функции ограничения следует реализовать в указанной последовательности: вначале ограничение по уровню, а затем по скорости изменения. Это необходимо сделать во избежание возникновения следующего противоречия: ограничение по скорости может присутствовать в то время, когда сигнал на выходе системы управления вовсе не изменяется вследствие ограничения по уровню. Это противоречие важно для корректного отображения режима работы системы управления – режим ограничений не влияет на работы регулятора в целом.
После ограничения полученные данные преобразуются ЦАП либо передаются в порт RS – 485 для передачи в инвертор.
Система управления реализуется на базе микроконтроллера, обработка входных сигналов и формирование управляющего сигнала осуществляется программно. [8]
Таким образом, анализ коэффициентов APPM, полученных в результате идентификации показал, что часть коэффициентов принимает несущественно малые значения, и могут быть исключены из модели. В результате выдвинута гипотеза о возможности применения ПИД регулятора для обеспечения заданных технических требований. На основе полученной модели разработана и реализована дискретная система управления приводом.
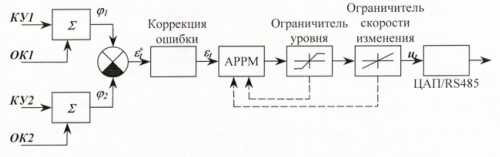
На рисунке 1 представлена структурная схема системы управления разработанной системы.
Рисунок 1. Блок-схема системы управления
Входные сигналы КУ1 и ОК1, КУ2 и ОК2 позволяют фиксировать абсолютное значение угла поворота ведущей и ведомой осей системы позиционирования. На рисунке углы обозначены φ1 и φ2 соответственно. По этим данным вычисляется ошибка регулирования:
Найденная ошибка регулирования после коррекции подается на вход дискретного регулятора. Регулятор состоит из APPM регулятора и ограничителей уровня и скорости измерения управляющего сигнала.
Проведенный эксперимент показал на практике работоспособность разработанной системы: разработанная систем управления резальной машиной была внедрена на трех типографиях города Ростова – на – Дону. Погрешность системы позиционирования стремится к 0.
Библиография
1. Алиев. И.И. «Справочник по электротехнике и электрооборудованию» Учебное пособие для вузов. – М.: Радиософт, 2010,384 с.
2. Джермейн К. «Программирование на IBM/360». – М .: Мир, 1978, 872 с.
3. Ключев А.О., Ковязина Д.Р., Кустарев П.В.,. Платунов А.Е. «Аппаратные и программные средства встраиваемых систем». – СПб.: ГУ ИТМО, 2010, 288 с.
4. Лихачев В.Л., «Электродвигатели асинхронные». – М.: Солон – Р, 2002, 304 с.
5. Семко И.А. и др. «Дискретное управление электромеханическими системами». Уч. пособие. – Ростов на Дону: ДГТУ, 2002 г, 70 с.
6. Тюков В.А. «Электромеханические системы». – Новосибирск: НГТУ, 2006, 182 с.
7. Хведчин Ю.И. «Послепечатное оборудование. Часть I: Брошюровочное оборудование». – М.: МГУП им. Ивана Федорова, 2003, 465 с.
8. Чиликин М.Г. «Дискретный электропривод с шаговыми двигателями». – М.: Энергия,1971, 650 с.
9. Шмид Д. и др «Управляющие системы и автоматика». – М.: Техносфера, 2007, 583 с.
10. Статья Марселя Шарифуллина «Бумагорезальное оборудование» [Электронный ресурс]. URL: http://www.marsel.ru/articles/cutters.html (дата обращения – 22.02.2017)
References
1. Aliev. I.I. «Spravochnik po elektrotekhnike i elektrooborudovaniyu» Uchebnoe posobie dlya vuzov. – M.: Radiosoft, 2010,384 s.
2. Dzhermein K. «Programmirovanie na IBM/360». – M .: Mir, 1978, 872 s.
3. Klyuchev A.O., Kovyazina D.R., Kustarev P.V.,. Platunov A.E. «Apparatnye i programmnye sredstva vstraivaemykh sistem». – SPb.: GU ITMO, 2010, 288 s.
4. Likhachev V.L., «Elektrodvigateli asinkhronnye». – M.: Solon – R, 2002, 304 s.
5. Semko I.A. i dr. «Diskretnoe upravlenie elektromekhanicheskimi sistemami». Uch. posobie. – Rostov na Donu: DGTU, 2002 g, 70 s.
6. Tyukov V.A. «Elektromekhanicheskie sistemy». – Novosibirsk: NGTU, 2006, 182 s.
7. Khvedchin Yu.I. «Poslepechatnoe oborudovanie. Chast' I: Broshyurovochnoe oborudovanie». – M.: MGUP im. Ivana Fedorova, 2003, 465 s.
8. Chilikin M.G. «Diskretnyi elektroprivod s shagovymi dvigatelyami». – M.: Energiya,1971, 650 s.
9. Shmid D. i dr «Upravlyayushchie sistemy i avtomatika». – M.: Tekhnosfera, 2007, 583 s.
10. Stat'ya Marselya Sharifullina «Bumagorezal'noe oborudovanie» [Elektronnyi resurs]. URL: http://www.marsel.ru/articles/cutters.html (data obrashcheniya – 22.02.2017)
Ссылка на эту статью
Просто выделите и скопируйте ссылку на эту статью в буфер обмена. Вы можете также
попробовать найти похожие
статьи
|
|